Have you ever suspected that the component you bought after diligent research is somehow not "typical"? That its sound seems to bear little resemblance to the descriptions in the reviews you read? Sure, you listened to the unit before purchase, but the one you took out of the box at home—was that the same unit? And if you suspect your new unit's sonic quality is below par, just how do you or your dealer go about proving it?
The inanimate world [1] created by mankind has as many foibles as the humans it delights in playing tricks on. Over a century ago, the English zoologist T.H. Huxley wrote, "The known is finite, the unknown infinite; intellectually we stand in an islet in...an illimitable ocean of inexplicability. Our business...is to reclaim a little more land." In this article, I will try to clear some of the mud off a few square yards, homing in on the meaning of some manufacturing variations that occur in even the finest music-replay systems.
Real-world tolerances
Like racing engines, the best hi-fi systems are finely tuned—meaning the end result depends on many fine details. A small variation in just one of these details can cause an unexpectedly large loss of performance. Engines and sound systems are both built from many component parts, often thousands—depending where you draw the line. Readers involved in any kind of engineering will be aware that every manufactured artifact differs slightly from the next. The range of differences between manufactured, ideally uniform objects is called tolerance. Awareness of tolerance—ie, sameness—hinges on the ability to measure and resolve fine differences.
Metal can be cut, cast, or ground to tolerances of fractions of a millimeter—equivalent to tolerances better than, say, 0.01% for enclosures and heatsinks. Wood can't be measured meaningfully so finely, because it contracts and expands much more, and more readily, than metal, depending on temperature, humidity, and how long it has been seasoned. Capacitors and resistors—the wood and metal of electronics—are commonly made to comparatively loose tolerances of ±1, 2, 5, or 10%. Although the best equipment uses tighter resistor tolerances, up to 0.1%, capacitor tolerances tighter than 1% are rare and troublesome. The parameters of active devices (ie, bipolar transistors, FETs, tubes, op-amps, and diodes) are held within ±5% at best and can be as broad as ±70%, depending on cost, measurement temperature, design and manufacturing finesse, and the attribute in question. Transducer tolerances are as "loose" as active devices.
If an object has only one critical parameter (a measurable quality or attribute), then the manufacturer can simply decide on the acceptable variation or difference, pick any samples that fall within this range, and reject any that don't. If 20% of the objects pass this test, then 80% will be rejects.
If more than one parameter is critical, and all have fairly poor tolerances, the percentage of acceptable, usable production can drop drastically, perhaps to as low as 0.1%. In this case, we may have a badly designed, inefficient process. But if the rejects can be sold as "out-of-spec" (perhaps to the hobbyist market), used to make the "junior" version, or recycled, either internally or by other industries, then we have an efficient, "eco-friendly" process—but that's another story.
Demanding tolerances that are much more stringent than the natural spread of the manufacturing process greatly raises the cost of components. Beyond a point, increasingly fine measurement (for toolmaking, casting, pressing, cutting wires, weighing adhesives, exposing films, measuring impedance, etc.) in the manufacture of raw materials and components, all the way up to finished gear, gets prohibitively expensive and time-consuming. Sources of "error" and "noise" multiply, and skilled human headwork is needed to extract meaningful data.
Traditionally, in a good design, overall tolerances do not depend so much on the tolerances of the ingredients. Engineers may use some kind of "sensitivity analysis" to assess and nurture this. A product that is acceptably precise yet can handle wide tolerance in its component parts (in electronics, negative feedback often facilitates this) is good for both ecology and profit.
The pragmatic manufacturer focuses on the (hopefully) small number of key parameters that have the most effect on the commercial product's conformity. The quality-conscious manufacturer aims to check the tolerances of the critical parts well before they are built into the product, as well as measuring critical parameters ("performance specs") after and sometimes during manufacture. This is called Quality Assurance, or QA. These letters may be writ large, but they form only a tiny part of the whole picture.
At this point it's worth noting that, whereas audio measurements cannot say anything specific about sonics (unless they show gross objective defects), an experienced test engineer often can correlate measurements for a specific design with that design's sonic qualities. He or she will quickly learn, for example, that a little kink (invisible to a newcomer) in the distortion residue displayed on the oscilloscope means that the unit will sonically misperform in a particular way, and further, that this ties in with a particular part being defective.
In analog electronics, the problem of tolerance is quite different from that involved in, say, metalwork. In the latter, we are dealing with perhaps only two or three materials, and working in just three physical dimensions. Audio electronics is different, however, because the effects of departures from conformity are ultimately governed by psychoacoustics. This means that some aspects, like level-matching between an amplifier's channels, can be quite loose; eg, reasonable gain-matching between channels of ±0.25dB corresponds to a tolerance of ±3%, which is hardly demanding! Other aspects, like DAC linearity, have to be super-precise: to within a few parts per million, or in the region of 0.000001%.
Electronic design usually involves large numbers of highly interdependent and mutually interactive parts, allowing an immense number of permutations. Intensifying the complexity is the fact that each type of component has more than one kind of tolerance. For example, the key parameter of a resistor is its resistance. By itself, this breaks down into several distinct tolerances. A resistor, say, measures 1000 ohms + T% at purchase, then + V% after W months storage, then + X% after soldering, and + Y% after Z thousand hours' endurance in specified conditions of temperature and humidity.
This is bad enough. A resistor, however, is also affected by many other factors—temperature and voltage-resistance coefficients, shunt capacitance, series inductance, weldout crystallinity, and leadout purity—all of which will interact not only with each other, but, in even more complex ways, with all the other parts in the circuitry. The upshot is, if you look closely enough, the performance of the simplest circuit (one resistor draining a battery) is both individual and uniquely varies over time. With one component, the scale of the effect may be small enough to neglect. But what about the effects of the thousands of sound-influencing variables at large in even the simplest system?
The tolerance of amplitude response
To illustrate the effect of component tolerances on the simplest level, I entered a model of a minimal LP-replay system into MicroCAP III, a PC-based circuit simulator (footnote 1). Looking at the block schematic (fig.1), the model comprises a cartridge (only the electrical internals are modeled), a cable, and a phono amp headed by a discrete buffer, followed by the RIAA EQ circuit, which uses two op-amps modeled on the ubiquitous NE5534 chip.

To simulate the effect of the RIAA pre-emphasis present on the disc, I have followed the preamp's RIAA stage with a reference inverse RIAA circuit. (This was set to have perfect, zero tolerance in the simulation, so it plays no part in any variations.) There follows a volume control set 6dB below maximum, more cable, and a power amplifier with a typical voltage gain of x28, or just under 26dB. To make the simulation practicable, the last stage was simplified to be a power op-amp (footnote 2).
The full circuit contains a large number of parts, each with tolerances typical of mid- to high-end equipment, ranging from ±1% for resistors, up to ±60% for the looser active-device parameters (like Hfe, representing a transistor's raw gain), and ±70% for cable parameters—allowing, within reason, for the different lengths used in real systems. As well as its value, in Ohms, Farads, or Henries, each passive component in the model has the tolerance of this quantity in ±% noted, and the temperature coefficient in ppm (parts per million). Other than the simplifications noted, the model neglects long-term component value changes occurring over time, or one-off changes caused during manufacture by soldering and testing.
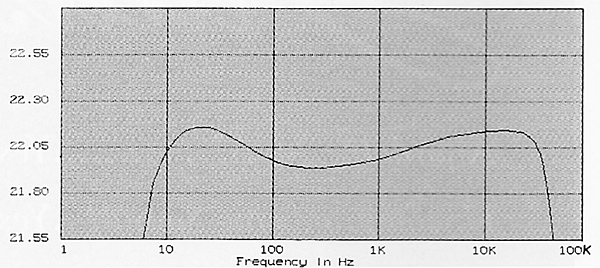
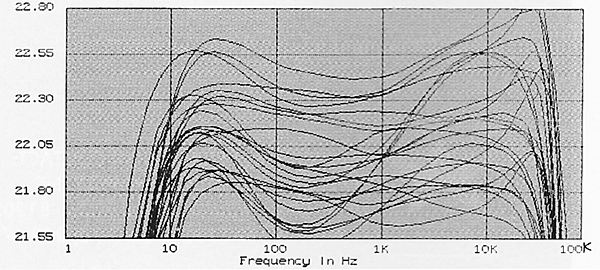
Fig.2 shows the frequency response, plotted from 1Hz to 100kHz, of this circuit, assuming zero, or perfect tolerance. On such a fine scale it isn't perfectly flat, mirroring Stereophile's many Audio Precision measurements of preamplifier disc inputs. Fig.3 shows 25 versions of the circuit's response, the simulator progressively varying the tolerance of each part. The linear variation used is a halfway house between Gaussian, or "Normal," distribution (which doesn't often happen in electronics manufacturing, apparently because some bigger, more macho customer, like Boeing, gets to pick out the best, "on-center" parts), and Worst Case distribution, which is overly pessimistic for a random equipment population. (The Worst Case distribution, however, is good for setting production limits [2].) Note the fine vertical scale used in this graph, spanning just 1.25dB. This highlights the differences, which are of two kinds.
Footnote 1: Before the advent of circuit simulation in the mid-'70s, tolerance analysis for any system containing hundreds of variables was too tedious to perform without teams of mathematicians, and not justifiable outside of critical space and military equipment. Instead, makers flew by the seats of their pants, and problems caused by out-of-tolerance (but in-spec) parts were usually only discovered by production tests or in the field, somewhat after the stable door had been bolted.
Footnote 2: To save enough memory to make the simulation possible on a PC-XT, the op-amp model behaves like an amplifier, but greatly reduces the number of nodes in the SPARSE matrix. The speaker cables' and drive-unit's electrical portions are excluded for the same reason. Even with all these simplifications, total parts count is around 200.